Public
 Mecmesin Catalog
Mecmesin Catalog Mecmesin Certificates
Mecmesin Certificates- Mecmesin Documents
 Mecmesin Locations
Mecmesin Locations Mecmesin News
Mecmesin News Mecmesin Videos
Mecmesin Videos
If this is your company, CONTACT US to activate Packbase™ software to build your portal.






Packaging for consumable goods must provide product protection. PET bottles, cans, and cartons have to withstand the compressive forces incurred during handling, transportation, and storage. Manufacturers of beverage containers face the additional challenge of ensuring containers have sufficient strength to tolerate the capping process.
Key to quantifying the design and quality of containers is measuring resistance to top-loading. Top-load testing – also known as “crush testing” or “compressive strength testing” – evaluates a packaging material’s structural resistance to a compressive load, to the point of deformation or collapse. Packaging manufacturers use top-load testing to ensure packaging integrity, and to eliminate material excess while maintaining quality – a process known as “downgauging” or “light-weighting”. Downgauging is a process with high environmental and business significance, since packaging soon becomes waste material, and excess material has powerful cost ramifications.
Compliance with environmental regulations is a serious business concern: current regulations enforce strict limitations on the volume of primary resource material that can be used in single-use containers. A number of technical standards (e.g. ASTM D2659-11 and DIN 55440) define top-load testing procedures that enable optimal downgauging of containers, but accurate top-load testing equipment is required to determine the performance limitations of packaging materials.
Industries that Benefit from Top-load Testing
Beverage Industry
Manufacture of PET bottles is regulated by strict environmental standards limiting use of material. For standards compliance and business economy, both volume of original material and number of production line rejects must be minimized. Production of PET bottles is a long and involved process that begins with the bottle as a four inch pre-form.
These tiny half formed bottles are blow-moulded then sized and shaped. They are then cooled in water and placed on the filling line, where they are filled, capped, and finally boxed. PET bottles are weak around base and neck and deformation at these areas is characteristic when under compression. Top-load testing reduces the possibility of “light-weighted” capped PET bottles experiencing crush failure during the handling and storage phases of the supply chain.
Packaging Industry
The range of materials used in food packaging is extremely broad and covers many varieties of plastics, cardboard, and metal. Consider the material used to create a basic cookie carton – at the very least, manufacturers require certainty of the cardboard quality so that product will reach consumer in saleable form. Firstly, material structure must support all processes, which include production, palletisation, and stretch wrapping. Secondly, handling activities are critical considerations – possibility of material distortion is high during pallet stacking and storage. Other factors include humidity resistance and shelf life longevity.
The design of a cookie carton will take into account such environmental conditions. Realising economy of raw materials, determining material limitations, ascertaining packaging strength, and protecting product are the essential goals of packaging industry processes, where achievement of maximal consistency in quality and reliability is of critical importance. Top-load testing is performed mainly on production shop floors to measure the structural strength and stability of, for example, PET bottles. Typically, tests are performed line-side, to obtain accurate measurements with minimal impact on time and flow. Operators can perform routine or random quality spot-checks at line-side, testing one or more samples per batch.
If more comprehensive results are required, deeper analytical tests can be performed in laboratories where production conditions can be simulated. For most applications, a stand-alone, touch screen-controlled tester is ideal. These testers provide a robust platform for accurate testing of samples in environments unsuitable for computer usage, such as the production shop floor. Computer-controlled testers, on the other hand, are most commonly used for more detailed tests in laboratory environments.
Choosing a Test System
The business advantages of top-load testing are likely already clear, but choice of test system can be a challenge. The following considerations will help you choose the best system for your application.
1. Location of Usage In most cases, stand-alone units are effective in locations where use of a computer is difficult. These systems are robust enough to cope with widely varying conditions, provide consistency, accuracy, and reliability, but are easy to both use and maintain,
2. Complexity Required Computer-controlled systems offer the greatest flexibility and most detailed test results.
These systems can be directly programmed to perform complex tests and deliver higher-level presentation of test data. These systems are ideal for laboratory environments where research standards demand complex tests and high data manipulability.
3. Budget constraints Entry-level systems, which consist of a test stand and force gauge, provide affordable solutions for uncomplicated top-load test routines. If however your processes can be improved by more sophisticated testing or use of test data, an entry-level test system might not be the best choice.

Image left: PET bottle top-load test using a 2.5 kN (550 lbf) digital motorised MultiTest-d test stand combined with a digital Advanced Force Gauge (AFG).
Image centre: Beverage can top-load test using a 10 kN (2200 lbf) touch-screen MultiTest-xt twin-column system.
Image right: PET bottle test using a 5 kN (1100 lbf) touch screen MultiTest 5-xt system.
Motorised Test Systems
Motorised test systems offer far greater accuracy and repeatability of results than manual testers. A motorised test system is a stand-alone unit fitted with a digital force gauge. The gauge provides consistent force measurement for basic top-load tests. Motorisation enables application of consistent load to every sample. The motorised crosshead drive enables top-load testing of plastic bottles, with force measurements displayed on the gauge screen. A gauge is fitted to the crosshead. The motor lowers the crosshead until contact is made with the sample.
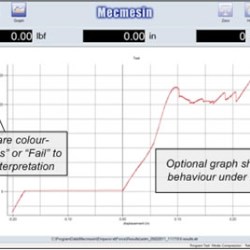
Lowering continues until deformation is detected, and the force at point of deformation is displayed on the gauge. A key advantage of the motorised system is its simplicity. The straightforward control panel allows quick and easy setup of test parameters, and the digital gauge captures highly accurate readings. An audible buzzer and the control panel’s green and red LED lights can report results as either “Pass” or “Fail”.
Touch Screen Test Systems
Touch screen-controlled top-load testing systems are suited to production floor usage, where they allow improved control over the moulding process with minimal disruption to daily manufacturing flow, saving both time and cost. The Mecmesin MultiTest-xt top-load tester enables operators to measure top-load and capture free height automatically. Mecmesin touch screen-controlled systems are easy to program and export test results automatically. Once the criteria of the test have been programmed, the operator can start the test with the press of a single button.
To perform a top-load test, a sample bottle, taken at regular intervals from each production line, is placed on the anvil plate of the test stand. The test method is selected using the five icons on the touch screen’s console. When the ‘Start’ button on the touch screen is pressed, the crosshead descends at a fixed or variable speed. When the top of the sample is reached, a touch is registered and compression begins.
The results of the test appear on the touch screen in tabular or graphic format, peak load and free height is recorded, and a colour-coded “pass” or “fail” result is reported. When the test finishes, the crosshead returns to its home position. Results can be stored internally, on the touch screen’s hard drive, or exported to a Statistical Process Control (SPC) or other quality monitoring system.

These systems offer the highest degree of repeatability, automation, and accuracy. Computer-controlled systems are the superior option for advanced test measurement. Fully programmable, these systems are operated from a computer running Mecmesin’s special Emperor™ software. Test results are displayed graphically in real-time and enable automatic calculations to be performed on top-load test parameters.
Program-driven functionality, an extensive suite of calculations, load cell deflection/compensation, and many other advanced features provide extreme test performance and versatility to make these systems excellent testing solutions. Loadcells Once you have selected the best test system for your requirements, your next consideration is loadcell capacity. A loadcell is a transducer that converts applied compressive force into an electronic signal.
Loadcells are fitted to the test system’s crosshead (travelling platform). Loadcells come in a variety of capacities, so care must be taken to select the capacity that is the best fit for the application. Greatest resolution is achieved with lower capacity loadcells, but risk of damage to the loadcell through overloading increases. Higher capacity loadcells are less sensitive but better suited to applications involving large peak loads.
Accessories

Compression plates are the most common contact fixtures used in top-load testing. Vented, slotted, circular, and square compression plates are available in a wide range of sizes. Vented compression plates allow air to escape from the sample container during top-load testing. Vented plates featuring nose-cones allow simplified alignment with the sample container. If the sample container requires a specialised design, Mecmesin can create customised accessories to exact specification.
5000 N S-beam loadcell
Loadcells sense the force required to deform a material and report that force as a digital reading. The external S-beam force sensor is normal in higher capacity load cells (as in this illustration), while in lower capacity loadcells, the force sensor is housed internally. Compression plates are attached to the base of the load cell (circled).
Vented compression plate with nose cone

In top-load tests, vented plates allow measurement of material strength alone, as air inside containers can escape. The nose cone simplifies connection between sample container and gauge. In today’s competitive business world, packaging manufacturers require cost-effective solutions to ensure their products are fit for purpose and resilient to the rigours of production, distribution, and storage.
At the same time, pressure to reduce material usage has never been greater. Wastage, environmental impact, and production cost margins are crucial concerns. Cost economies can be achieved through top-load testing. In many cases, lower volumes of material can provide sufficient strength. Top-load testing reveals the minimum volume of material required to provide top load resistance. Reduction of material volume, lower reject counts, and maintenance and improvement of batch consistency all become achievable with effective top-load testing.